اعلانات:
- مجوز برگزاری دوره های آموزش NDT براساس ISO 9712 از پژوهشکده سیستم های پیشرفته
- مجوز برگزاری دوره های آموزش NDT براساس ISO 9712 از شرکت تکاپو
- کلاس های آنلاین سال 1404
- تقویم آموزشی دوره های آنلاین + حضوری زمستان 1404
- تقویم دوره های آموزشی نیمسال دوم 1404
- مشاهده نتایج آزمونهای برگزار شده توسط آریا آزمون صنعت
بازرسی رنگ و پوشش های صنعتی سطح II,I (بر اساس سرفصل NACE)
ثبت نام دوره
| نوع دوره | تاریخ شروع | تاریخ پایان | ساعت شروع | ساعت پایان | شهریه (ریال) | ثبت نام |
|---|---|---|---|---|---|---|
| آنلاین | 1403-11-30 | 1403-12-16 | 17:00 | 20:00 | 90,000,000 | ثبت نام |
| آنلاین | 1404-02-09 | 1404-02-25 | 16:00 | 19:00 | 140,000,000 | ثبت نام |
محتوای دوره بازرسی رنگ و پوشش های صنعتی سطح II,I (بر اساس سرفصل NACE)
- خوردگي و روشهاي كنترل آن
- بررسي جامع انواع رنگ و پوشش هاي صنعتي
- پوشش هاي فلزي متداول در صنعت:
- پوشش هاي غير فلزي( پوشش های ضد حریق، پوششهای عایق حرارتی(نانو عايق ها) ، پوششهای ترمیم کننده فلزات ، پوشش لوله هاي زير زميني)
- رنگهای صنعتی(مواد اولیه رنگها ؛ روشهاي خشكشدن رزينها / رنگها ؛ انواع رنگهای صنعتی ؛ كنترل كيفيت رنگ هاي صنعتي )
- چك ليست بازرسي رنگ
- بازرسي اوليه (سايت ويزيت)
- كنترل شرايط محيطي
- آمادهسازي سطوح فلزي (روشهای بلاستينگ با ساينده خشك ، انواع ساينده و بررسي روشهاي كارگاهي كنترل كيفيت ساينده ها ، انواع نازل و بررسي موارد اجرايي و ... )
- درجات تميزي سطح بعد از انجام بلاستينگ
- اندازهگيري عمق پروفيل و زبري سطح
- كنترل آلودگی سطح
- اهميت تر كنندگي سطوح پايه توسط رنگ اعمالي
- اثرات شرايط محيطي بر فرصت كاربري و نگهداري رنگ
- اصول رنگ آمیزی سطوح ساخته شده از دو فلز
- بررسي جامع عيوب رنگ
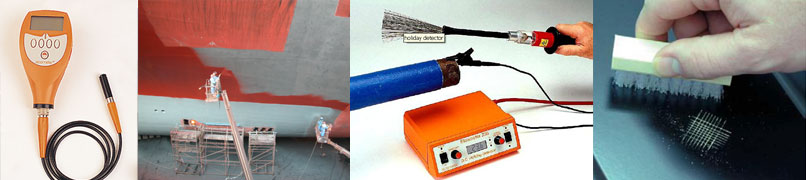
- تعیین ضخامت فیلم رنگ
- دستورالعمل جهت تعیین زمان خشک شدن فیلم رنگ
- دستورالعمل اندازه گیری چسبندگی رنگ
- تست منفذ یابی
- چک لیست بازرسی در زمان رنگ آمیزی
- روشهاي استاندارد كنترل كيفيت رنگها (آزمایشات کنترل کیفی رنگ خشك، آزمايش هاي محيط خورنده، آزمون پاشش مهنمكي، مقاومت پو ششها در برابر نفوذ آب در محیطی با رطوبت نسبی 100% ، اندازه گیری سختی فیلم پوششهای رنگ، تست خمش، تست خراش، تست سايش، آزمايش ضربه پذيري، دستورالعمل برای تشخیص قدرت محوکنندگی فیلم رنگ، دستورالعمل تست چسبندگي)
- پوشش هاي خاص (رنگآميزي فولاد گالوانيزه، فسفاته كردن، آسترهاي فسفاتي، آزمونهاي پوششهاي مورد استفاده در محيط هاي سازگار با مواد غذائي، آزمونهای ويژه پوششهای پودری، انتخاب سيستم پوششي بر روي بتن و آزمونهاي مربوطه)
- بازرسي پوشش حفاظتی لوله هاي زيرزميني (پوششهای دو جزیی پلی یورتان 100 % جامد ، پوشش سرد لوله های زیر زمینیwrapping ، پوشش گرم لوله های زیر زمینیCoal Tar Enamel )
- Holiday نمودن سطح خارجي لوله
- آشنایی با دستگاه (C-Scan) Coating Scan
- جداول استاندارد بازرسي رنگ
- روشهاي رنگ آميزي سطوح فلزي
مخاطبین دوره بازرسی رنگ و پوشش های صنعتی سطح II,I (بر اساس سرفصل NACE)
تکنیسینها و مهندسین واحدهای تولیدی ، بازرسی فنی و کنترل کیفیت (QC) ، تضمین مرغوبیت (QA)، مهندسین طراح شرکتهای سازنده تجهیزات نفت و گاز ، کارشناسان دستگاه نظارت ،دانشجویان و کلیه افراد علاقمند و مرتبط با مباحث مهندسی خوردگی و بازرسی رنگ و پوشش های صنعتی
توانمندیها پس از طی دوره بازرسی رنگ و پوشش های صنعتی سطح II,I (بر اساس سرفصل NACE)
- تسلط كامل بر مراحل بازرسي رنگ و پوشش های صنعتی
- تجزيه و تحليل عيوب رنگهاي صنعتي
- تسلط كامل با مراحل اجرايي رنگ هاي صنعتي و همچنين پوشش لوله هاي زير زميني
- تسلط كافي با انواع رنگ و پوشش هاي صنعتي
- تسلط لازم با آزمونهاي كارگاهي و آزمايشگاهي رنگ
- تسلط بر انواع تجهیزات بازرسی رنگ و پوشش

گواهینامه پایان دوره بازرسی رنگ و پوشش های صنعتی سطح II,I (بر اساس سرفصل NACE)
- گواهینامه معتبر پایان دوره بازرسی رنگ و پوشش های صنعتی سطح II,I از طرف موسسه آریا آزمون صنعت مورد تایید سازمان های فوق
- امکان صدور گواهینامه بازرسی رنگ و پوشش از طرف سازمان آموزش فنی و حرفه ای کشور

پیش نیاز دوره بازرسی رنگ و پوشش های صنعتی سطح II,I
آشنایی نسبت به اصول رنگ و پوشش وانواع خوردگی ، داشتن تحصیلات حداقل تکنسین فنی و آشنایی به زبان انگلیسی
مزایای دوره بازرسی رنگ و پوشش های صنعتی سطح II,I برای افرادی که قصد مهاجرت دارند
گواهینامه دوره بازرسی رنگ و پوشش های صنعتی سطح II,I موسسه آریا آزمون صنعت با توجه به اعتبارات سازمانی این موسسه و اینکه دوره بر اساس سرفصل انجمن های معتبر نظیر NACE برگزار می شود ، نیاز به ترجمه نداشته و مستقیما در بسیاری از کشورهای جهان، معتبر و قابل استفاده می باشد. لذا بسیاری از افرادی که قصد مهاجرت به کشور های مختلف را دارند به منظور کسب دانش فنی و مهارت در حوزه مهندسی خوردگی و بازرسی رنگ و پوشش و نیز اخذ یک گواهینامه معتبر، به موسسه آریا آزمون صنعت مراجعه می کنند.
ضمنا مدارکی که فرد پیرو گذراندن دوره در این موسسه، از سازمان آموزش فنی و حرفه ای کشور دریافت میکند، پس ازترجمه و با توجه به دولتی بودن سازمان فنی و حرفه ای، بسیار معتبر بوده و به عنوان یک مدرک قابل ارایه در پروسه مهاجرت استفاده می شود.

آشنایی با خوردگی، بازرسی رنگ و پوشش های صنعتی
بازرسي و كنترل كيفيت رنگ و سندبلاست فلزات بطور خالص در حالت ناپايدار قرار دارنـد ، ميـل طبيعـي ايـن عناصـر در تبديل شدن به اكسيدها و پايدار شدنشان ، معضل بزرگ امروزه در سراسر دنياست . چـه بسا هزينه هاي هنگفتي صرف مطالعات و تحقيقات در اين زمينه گرديده و مي گردد و چه بسا حوادث ناگواري بدليل خوردگي و اكسيد شدن فلزات اتفاق افتاده اسـت . بـر همـين اساس در اين مقاله چگونگي آماده سازي سطح براي رنگ آميزي ، روشهاي آماده سـازي ، رنگ آميزي صحيح و موارد ديگري كه در اين زمينـه راهگشـاي حـل مشـكلات رنـگ و سندبلاست ميباشد ارائه گرديده است. گسترش و ايجاد روز افزون تأسيسات فلزي از يك سو تـأمين خواسـته هـاي سـرمايه گـذاران و افزايش طول عمر سازههاي فلزي از سوي ديگر موجب پيشرفت تكنيكهاي رنگ آميزي گرديده بـه طـوري كه اين شاخه تخصصي به چندين شاخه تقسيم ميشود كـه احاطـه و اشـراف كامـل بـه تمـامي جزئيـات و روشهاي مختلف بطور كامل براي ناظرين و بازرسان پس از مدتها مطالعه و تجربه عملي نيز حاصـل نشـو د. ولي هدف كليه روشهاي فوق بر پايه و اصول مشخصي استوار است كـه شـناخت و رعايـت اصـول فـوق در دست يابي به روش مطلوب نقش تعيين كننده خواهد داشت . مقاله حاضر به منظور آشنايي با روشهاي صحيح انجام اين كار با توجه به تجربيات بدسـت آمـده در اين زمينه نگاشته شده و اميد است بتواند اندكي به انجام هر چه بهتـر اجـرا شـدن و بـالا بـردن كيفيـت عمليات فوق جهت افزايش طول عمر و كارآيي سازههاي فلزي كمك مؤثري داشته باشد.
١ -آماده سازي سطح براي رنگ آميزي
تميز كردن سطح از زنگ زدگي و آلودگيهاي ديگر نظير گريس ، روغن و گرد و خاك قبـل از رنـگ آميـزي بسيار مهم است . اگر از بهترين رنگ استفاده شود و به بهترين روش اجرا شود ولي آماده سازي سطح خـوب نباشد رنگ در مدت كوتاهي از بين ميرود . بنابراين آماده سازي براي يك بازرس و براي كارفرما از اهميـت زيادي برخوردار است . مهمترين روشهاي آماده سازي عبارتند از
١-١-انواع روشهاي آماده سازي
- ١-تميز كردن با دست
- ٢-آماده سازي سطح به روش پاشيدن آب با فشار
- ٣-آماده سازي سطح به روش پاشيدن ماسه با هواي فشرده
- ٤-آماده سازي سطح به روش شات بلاست
اكنون ما روش آماده سازي سطح به روش پاشيدن ماسه با هواي فشرده كه بهترين و سريعترين روش بـراي آماده كردن سطح براي رنگ آميزي ميباشد مفصلاً بررسي مينمائيم .
سندبلاست به دو دليل مهم صورت ميگيرد :
الف – از بين بردن كليه آلودگيهاي سطح
ب – زبر كردن سطح براي بهبود چسبندگي پرايمر هر قدر اندازه ماسه ها استانداردتر و فشارهوا بالاي ٧ بار باشد سطح سندبلاست شده زبرتر و چسبندگي ايدهآل تر خواهـد بـود . در ايـن روش دسـتگاه توليـد هـواي فشرده (كمپرسور) هوا را با شيلنگ به ديگ سندبلاست ميرساند. از ديگ سندبلاست ماسه به صورت كنتـرل شده در مسير هواي فشرده قرار ميگيرد و از نازل خروجي با فشار خارج ميشود . چنانچه نازل خروجي را بـه طرف سطح فلزي گرفته شود باعث تميز شدن و زبر شدن سطح مي شود . قبل از شـروع سندبلاسـت سـطح فلز بايد بازرسي شده و آلودگيهاي روغني با تينر تميز شود. مواردي كه در سندبلاست بايد مد نظر قرار گيرند:
الف : هواي فشرده بايد كاملاً خشك و عاري از روغن باشد . چنانچه هواي فشرده مرطـوب و حـاوي روغـن باشد باعث زنگ زدن مجدد سطح شده و روغن آن سبب كاهش چسبندگي پرايمرميشود.
ب : اندازه ماسه ها بايد بين ۰.۳ الي ٣ ميليمتر باشند . ريزتر از اين حـد كـارآيي نـدارد درشـتر از آن سـبب گرفتن نازل خروجي ميشود و همچنين روي سطح فلز شكسته و باقيمانده آهكي روي سطح مي گـذارد كـه سبب كاهش چسبندگي و تاول زدگي پرايمرميشود
ج: سطح سندبلاست شده بايد با هواي فشرده خوب تميز و عاري از گرد و خاك شود.
ح : جهت خروجي نازل سندبلاست و سطح فلز بايد زاويهاي در حدود ٤٥ درجـه باشـد. اگـر عمـودي باشـد سبب شكستن ماسه روي سطح ميشود. اگر زاويه مايل باشـد رانـدمان زبـري سندبلاسـت بشـدت كـاهش مييابد. د : حداقل زبري سطح سندبلاست شده بايد ٢٥ ميكرون باشد كه بايد بوسيله دستگاه زبري سنج اندازه گيري شود.

١-٢ -بازرسي آماده سازي سطح
الف – آماده سازي سطح بايد در هواي خشك انجام شود . اگر دماي هوا در حدود نقطه شـبنم باشـد . سـطح سندبلاست سريعاً زنگ ميزند.
ب – قبل از بازرسي سطح سندبلاست شده بايد با هواي فشرده گرد و خاك آن تميز شود. تمـام گوشـههـا و لبهها بايد بدقت بازرسي شود.
ج – در صورت تأييد سندبلاست سطح بايد سريعاً پرايمرآن اجرا شود.
ح – در صورتيكه سطح آماده سازي شده در معرض باران قرار گيرد مجدداً سطح بايد آماده سازي شود.
خ – اگر زبري سطح خيلي زياد باشد با يك لايه نازك پرايمراز زنگ زدگي جلوگيري نميشود بنـابراين يـك لايه ضخيم مورد نياز است
د - آثار شكستگي ماسه روي سطح سندبلاست شده را با برس سيمي و سمباده بايد خوب تميـز تـا از تـاول زدگي پرايمرجلوگيري شود
ذ – ماسه سندبلاست بايد كاملاً خشك باشد. هـ – جنس ماسه ها بايد از نوع شكسته و دانه بندي شده و از نوع سيليس باشند
و - زمان بين اتمام سند بلاست و اجراي اولين لايه رنگ يايد كمتر از ٤ ساعت باشد
ن – خصوصيات و كيفيت آماده سازي سطح را تشخيص و بـا ابـزارآلات مخصـوص آمـاده سـازي سـطح را كنترل نمايد

٢-رنگ آميزي
-١ -پوشش (رنگ) : اصولاً رنگ به مخلوطي گفته ميشود كه بتواند انتظارات ما را در مـورد تـزئين و حفاظت سطح برآورده كنـد . عمومـاً پوشـش عـالي از اخـتلاط مـوادي بنـام رزيـن RESIN ، رنگدانـه PIGMENT ، حلال SOLVENT و مواد افزودنيADDITIVES بدست ميآيد.پايه اصلي رنگ را رزين تشكيل ميدهد . رزين وظايف عمدهاي را بعهده دارد. ايجاد فيلم نفوذ ناپذير روي سـطح مـورد نظر از مهمترين وظايف رزين است ، از وظايف ديگر رزين چسبندگي به سطح است . سطح فلز هر چه تميـز تر باشد چسبندگي به طريق شيميايي و قطبي افزايش مي يابد و هر چه سطح فولاد زبرتـر باشـد چسـبندگي رزين به طريق مكانيكي افزايش پيدا ميكند . يكي ديگر از وظايف ديگر رزين در رنگهـا مقاومـت در مقابـل عوامل خورنده است.رنگدانه ها وظيفه زيبايي و نوع فام رنگ را بعهده دارند. همچنين خاصيت ضد خورنـدگي رزين را افزايش ميدهند مخصوصاً در پوششهاي لايه اول PRIMER
رنگ در مصارف صنعتي به سه دسته تقسيم ميشود
- الف – لايه ابتدايي يا پرايمر (PRIMER)
- ب – لايه مياني (INTERMEDIATE)
- ج – لايه نهايي (COAT FINISH)
در لايه پرايمر رنگدانه هايي كه خاصيت ضد خوردگي دارند مورد استفاده قرار ميگيـرد. رنگدانـه روي (ZN) و رنگدانه سرب در لايه مياني . رنگدانه ها بعنوان ماده پر كننده عمل ميكنند در تشكيل لايـه ضـخيم فـيلم شركت كرده و بعنوان تقويت كننده از تشكيل ترك و شكستگي فيلم رنگ جلوگيري ميكند. در لايه نهايي رنگدانه ها بايد بشدت يكنواخت باشند تا لايه نهايي براق و غير قابل نفوذ باشـد . رنگدانـه هـاي لايه نهايي بايد در مقابل نور ماوراي بنفش خورشيد مقاومت داشته و تغيير رنگ ندهند.

٢-٢ -حلالها و انواع آن
حلالها مايعات فراري هستند كه براي حل كردن رنگ پاي ه (رزين) به رنگ افـزوده مـيشـوند. ايـن مايعـات ميتوانند نقش اصلاح و تعديل كننده رنگ را نيز داشته باشند. مهمترين خواص حلالها عبارتند از : قدرت انحلال رزين – ميزان تبخير – نقطه جوش – اشتعال خود بخـود و سميت. انواع حلالها :
طبقه بندي قراردادي حلاالها از نظر نقطه جوش به اين ترتيب است
- الف – حلال داراي نقطه جوش پائين (سريع تبخير) نقطه جوش زير ١٠٠ درجه سانتيگراد
- ب – حلال داراي نقطه جوش متوسط (متوسط تبخير) نقطه جوش ١٠٠ الي ١٥٠ درجه سانتيگراد
- ج – حلال داراي نقطه جوش زياد (دير تبخير) نقطه جوش ١٥٠ الي ٢٥٠ درجه سانتگراد
- د – حلالهاي٢٥٠ درجه سانتيگراد
٢-٣ -مواد اضافه شونده به رنگ
يك رنگ متشكل از رزين ، رنگدانه ، حلال و غلظت دهنده ميباشد . در اغلب رنگها مواد اوليـه فـوق بـراي بوجود آوردن يك پوشش دهنده نهايي كافي نيست . مواد فوق جزء مواد اصلي رنگ بـه شـمار مـي رونـد و بحث اضافه شوندهها موادي غير از مواد اصلي ميباشد . اضافه شونده ها بعنوان ابزار اساسي براي اصلاح و بهبود پوشش هـا اسـتفاده مـي شـوند . مهمتـرين اضـافه شونده ها عبارتند از
١ -خشك كنها : اين مواد سرعت پليمريزاسيون را افزايش ميدهند
٢ -ضد پوسته ( در داخل حلب رنگ ) كه معروفترين ضد پوسته فنلها هستند
٣ -مواد ضد رسوب
٤ -مواد همتراز كننده سطح فيلم رنگ : اگر رنگ فاقد خاصيت همتراز شدن باشد. اثرات قلم مو روي سطح فيلم باقي ميماند . نرم كنندههايي كه از مهمترين مواد اضافه شونده هستند.
٥ -مواد بازدارنده خوردگي
الف – حفاظت كاتدي : با ايجاد پتانسيل منفي كافي در فولاد از جدا شدن يونهاي مثبت آهـن از فـولاد و در نتيجه از خوردگي آن جلوگيري ميشود پتانسيل منفي را با اسـتفاده از فلزاتـي ماننـد روي (Zn)و منيـزيم (Mg )و يا از طريق برق منفي مستقيم (DC )استفاده ميكنند
ب – افزودن موادي كه بتواند از حركت يونهاي آهن به داخل الكتروليت پيل تشكيل شده جلوگيري كنـد بـا استفاده از پودر روي ميتوان رنگهايي ساخت كه قادرند فولاد را به طريق كاتدي از خـوردگي حفـظ نماينـد . پودر روي به همراه رزينهاي آلي
٦ -مواد مقاوم كننده فيلم رنگ در مقابل رطوبت
٧ -مواد نرم كننده : مواد نرم كننده موادي هستند كه بمنظـور انعطـاف دادن بـه فـيلم رنـگ بكـار گرفتـه ميشوند.
٢-٤ -شرايط نگهداري رنگها و حلالها
سازنده رنگ اسنادي را تحت عنوان User Manual به مصرف كننده ارائه ميدهـد كـه در ايـن اسناد تمام راهنماييها و خصوصيات رنگ از جمله شرايط و مدت زمان نگهداري رنگ را توضيح داده است
٢-٥-شرايط مخلوط كردن رنگ
١ -دستورات سازنده MANUAL USERS در خصوص چگونگي مخلوط كردن و نوع حـلال و مقـدار آن بايد بدقت رعايت شود.
٢ -رنگهاي چند جزئي حتماً بايد با ميكسر مخلوط شوند
٣ -براي مخلوط كردن پودر روي (ZN )و رزين سيليكات اتيل پودر روي بايد در چندين نوبت در حـالي كـه رزين در حال بهم زدن است اضافه شود
٤ -شيلنگ دستگاه رنگ پاش براي اعمال پرايمر زينگ سيليكات . نبايد زيـاد بلنـد باشـد تـا سـبب رسـوب پرايمر در آن نشود
٥ -در صورت ناپايداري هوا و احتمال بارندگي و باد و طوفان از مخلوط كردن رنگ بايد خودداري كرد.
٦-كليه ابزارآلات مخلوط كردن رنگ پس از انجام كار بايد با تينر شسته و خشك شوند.
٢-٦ -شرايط و دماي هوا در حين اجراي رنگ
الف – در هواي بسيار سرد (كمتر از ٣ درجه سانتيگراد) احتمال دارد يك لايه يخ نازك روي سـطح ت شـكيل شده باشد. بنابراين رنگ آميزي در هواي سرد ممنوع است
ب – در هواي بسيار مرطوب (رطوبت نسبي بالاي ٨٥ %) و در هنگام بارندگي رنگ آميزي ممنوع است
ج – در هنگام باد و طوفان رنگ آميزي بايد متوقف شود
د – در حين اجراي رنگ حداكثر دماي سطح رنگ شونده ٦٠ درجه و حداكثر دمـاي محـيط بايـد ٥٠ درجـه سانتيگراد باشد
٢-٧ -تأثير شرايط جوي در كيفيت اجراي رنگ
١ -چنانچه در هواي طوفاني رنگ اجرا شود موارد ذيل اتفاق ميافتد.
الف – سطوح رنگ كه هنوز خشك نشده به گرد و خاك آلوده ميشود.
ب – گرد و خاك روي سطوحي كه در حال رنگ آميزي است نشس ته و باعث عـدم چسـبندگي لايـه رنـگ ميشود.
ج – گرد و خاك در ظرف رنگ وارد شده و سبب گرفتگي نازل رنگپاش ميگردد
٢ -رنگ آميزي در هواي باراني روي لايه قبلي چسبندگي نداشته و از سطح جدا ميشود
٢-٨-روشهاي رنگ آميزي
١ -رنگ آميزي با قلم مو
٢ -رنگ آميزي با غلطك دستي
٣ -رنگ آميزي به روش غوطه وري
٤ -رنگ آميزي با دستگاه رنگپاش (پيستوله)
٥ -رنگ آميزي به روش پاششي بدون هوا (Air Less) در اين روش به هيچ وجه هوا از ميان دستگاه رنگ پاش عبور نمي كند اما از نيروي هوا در پمپ رنگ پـاش استفاده ميشود . فشار EL رنگ در نازل دستگاه اير لس در حـدود ١٢٠٠ تـا ٣٠٠٠ PSI مـيباشـد ( ايـن مقدار بستگي به نوع و غلظت رنگ دارد). اين روش با سرعت زياد و همچنين براي اجراي رنگهاي با فيلم ضخيم كاربرد وسـيع دارد . هـر چقـدر فـيلم رنگ ضخيم تر باشد . تبخير حلال به كندي صورت گرفته و رنگ دير تر خشك ميشود. مزيتهايي كه رنگ پاشي با اير لس در بردارد عبارتند از : الف – كاهش ضايعات رنگ هنگام رنگپاشي
ب – سرعت زياد رنگ آميزي
ج – امكام اجراي پوششهاي با فيلم ضخيم
٦ -رنگ آميزي به طريق الكترواستاتيك : اساس اين روش بر اين حقيقت استوار است كه اگـر قطـرات ريـز رنگ كه داراي بار الكترواستاتيك منفي باشد در مجاورت شيئي كه داراي بار مثبت است قرار گيرنـد قطـرات ريز رنگ جذب سطح خارجي شيئي مثبت شده و پوشش يكدست و يكنواختي بر روي آن بوجود ميآورند

٢-٩ -روش حمل و نقل قطعات رنگ شده
١ -مدت زمان خشك شدن فيلم رنگ را سازنده تعيين ميكند.
٢ -براي جابجايي ، بارگيري و تخليه قطعات رنگ شده بايد از سيم بكسلهاي بافته شده غيـر آلـي اسـتفاده شود
٣ -قطعات رنگ شده را در هر شرايطي بايد روي قطعات چوبي گذاشته شود.
٢-١٠ -لكه گيري و تعميرات رنگ
براي جلوگيري از دوباره كاري و تعميرات رنگ ، كليه كارهاي مكـانيكي از قبيـل جوشـكاري سـنگ زنـي و غيره بايد قبل از سندبلاست و رنگ به اتمام رسيده باشد. هرگونه آسيبي كه به رنگ رسيده باشد پس از نصب بايد تعمير شوند . مراحل تعميرات رنگ عبارت است از
الف – ابتدا نقاط آسيب ديده اگر در اندازههاي كوچك باشـند. سـطح آن بـا ابـزار دسـتي از قبيـل سـمباده ، كاردك ، برس سيمي و برس برقي آماده سازي ميشود.
ب – پس از اتمام آماده سازي سطح و تأييد بازرس سريعاً يك لايه پرايمر روي آن اعمال ميشود.
ج – لايهاي بعدي رنگ طبق دستورالعمل پروژه و سازنده رنـگ پـس از خشـك شـدن لايـه قبلـي اعمـال ميگردد.
٢-١١ -معايب رنگ و طرز اصلاح آن
معمولاً وقتي كه در رنگ مورد استفاده عيبي مشاهده شود نبايـد بلافاصـله خـود رنـگ را محكـوم كنـيم در صورتيكه عواملي ديگري نيز ميتواند وجود داشته باشد كه بعضي از آنها عبارتند از
الف – آماده نبودن سطح كار قبل از اجراي رنگ
ب – بكار بردن تكنيكهاي ضعيف بار روشهاي كاربردي نامناسب در اجرا
ج – مناسب نبودن ضخامت فيلم رنگ (خيلي كم يا خيلي زياد)
د – نامناسب بودن رنگ براي شرايط مورد نظر
هـ – اجراي رنگ در دما و رطوبت نامناسب
مهمترين عيوب رنگ عبارتند از
١ -عدم چسبندگي : ضعيف بودن چسبندگي بين لايه هاي رنگ كه باعث پوسته اي شدن رنگ ميگردد.، را ميتوان مربوط به عوامل زير دانست. الف – لايه زيرين زياد براق باشد.
ب – لايه زيرين خشك و شكننده شده باشد.
ج – مرطوب بودن سطح در هنگام اجراي رنگ يا بالا بودن رطوبت هوا در حين اجرا
ح- آلودگي سطح به وسيله روغن ، گريس و يا مواد زائدي كه قبل از رنگ آميزي از سطح پاك نشده اند
د – استفاده از رزينهاي ناسازگار در مجاورت يكديگر
٢ -ايجاد حباب در فيلم رنگ رنگهايي كه براي ايجاد فيلم با ضخامت بالا توليد شـده انـد . چنانچـه اجـزاء رنگ با سرعت زياد مخلوط شوند حبابهايي در داخل محلول رنگ محبوس شده و همچنين اجراي رنگ روي سطوح خيس ، ايجاد حباب ميكند
٣ -باقي ماندن آثار قلم مو : اين عيب به رواني و سياليت ضعيف رنگ مربوط ميشود
٤ -مشكلات زمان خشك شدن : دير خشك شدن رنگ ميتواند به عوامل زير بستگي داشته باشد
الف – در شرايط سرد يا مرطوب بودن هوا
ب – روغن يا گريس موجود روي سطح آلوده باعث دير تر خشك شدن رنگ ميشود.
ج – در صورتيكه فيلم رنگ بيش از حد ضخيم باشد
. د – حلال و خشك كن نامناسب در ساخت رنگ استفاده شده است
٥ -شكنندگي فيلم رنگ : عمده ترين دليل ، فقدان (از بين رفتن) نرم كننده بوسيله تبخير
٦ -سينه دادن (شره) ، حركت رو به پائين يك فيلم خشك نشده رنـگ روي يـك سـطح عمـودي را شـره كردن ميگويند كه ممكن است به دلايل زير اتفاق بيفتد
الف – ضخامت رنگ خيلي زياد باشد.
ب – در صورتيكه فيلم رنگ خيلي آهسته سخت شود.
ج – رنگ بيش از حد رقيق شده باشد.
د - رنگ در هواي سرد اجرا شده باشد. (تبخير حلال به تأخير ميافتد)
٣ –بازرسي
٣-١ -بازرسي و كنترل كيفيت رنگ
١ -كليه بازرسيها بايد توسط بازرس طبق شرايط زير باشد
الف – بازرس بايد ملزومات قبل از سندبلاست از قبيل سنگ زني جوشها و لبههاي تيز برداشـتن آلودگيهـاي گريس و غيره از سطح را كنترل نمايد
ب – خصوصيات و كيفيت آماده سازي سطح را تشخيص و با ابزار آلات مخصوص ، آمـاده سـازي سـطح و رنگ آميزي را كنترل نمايد
ج – تكنيكهاي اجراي رنگ و خصوصيات انواع رنگ ها را كنترل نمايد .
٢ -اگر كيفيت آماده سازي سطح مطلوب باشد. دماي سطح بالاتر از ٦٠ درجه سانتيگراد نبوده شرايط جـوي مساعد باشد . بازرس دستور مخلوط كردن رنگ را ميدهد
٣ -تاريخ مصرف رنگ را كنترل نمايد
٤ -حلبهاي رنگ پس از باز شدن بايد بازرسي شوند تا از كيفيت مناسب آنها اطمينان حاصل شود
٥ -رنگ پس از مخلوط شدن حتماً بايد فيلتر شده و به مخزن دستگاه رنگپاش وارد گردد
٦ -رنگ آميزي بايد توسط افراد ماهر و با تجربه انجام شود . مهارت و قابليت كـار آنهـا قـبلاً بايـد توسـط بازرس رنگ امتحان شده باشند
٧ -هواي فشرده مورد استفاده در رنگ آميزي بايد كاملاً خشك و عاري از روغن باشد.
٨ -در حين اجراي هر لايه رنگ ضخامت سنجي رنگ تر (خيس) بايد انجـام گـردد ، زيـرا پـس از خشـك شدن لايه رنگ ، يك ضخامت غير عادي (خيلي كم يا خيلي زياد) حاصل نشود.
٩ -پس از اجراي هر لايه رنگ ، آزمايش ضخامت سنجي خشك رنگ و چسبندگي بايد صورت گيرد . پس از خشك شدن و تأييد هر لايه رنگ ، لايه بعدي قابل اجرا ميباشد
١٠-پس از اجراي لايه نهايي ضخامت سنجي رنگ خشك صورت گرفته و نواقص احتمالي بر طرف گردد
١١-هزينه تعميرات و دوباره كاريهاي احتمالي بعهده پيمانكار ميباشد
١٢-بازرسيها بايد در نور كافي صورت گيرد
١٣-بازرسي گوشه ها – لبههاي ورودي جوشها با دقت بيشتري بايد انجام شود
١٤.-بازرس رنگ بايد از حمل و جابجايي قطعات خشك نشده ، اكيداً جلوگيري نمايد
١٥-بازرس رنگ بايد جابجايي و حمل قطعات رنگ شده را تحت كنترل خود داشـته باشـد و دربـاره شـرايط حمل توضيحات لازم را ارائه نمايد.

٣-٢ -گزارش بازرسی رنگ
در گزارش بازرسی رنگ حداقل موارد زير بايد ذكر گردد : كارفرما – بازرس – پيمانكار – سيستم رنگ – سازنده رنگ – ضخامت پرايمر – ضخامت كل لايه خشـك رنگ – دماي محيط – رطوبت نسبي هوا – چسبندگي – روش اجراي رنگ – روش آماده سـازي سـطح – ميزان زبري سطح – بازرسي و كنترل كيفيت رنگ و سندبلاست.
٤ -نكات ايمني و بهداشت در كارگاه
الف – براي اجراي رنگ و بازرسي رنگ در كارگاه بايد داربست فلزي كافي نصب شده باشد
ب – كارگران نقاش بايد ابزار محافظت شخصي (ماسك ، كلاه و دستكش و غيره) در اختيار داشـته و ملـزم به استفاده از آنها باشند
ج – تبخير تينر همراه رنگ ، باعث خواب آلودگي و سقوط افراد ميشود
د – روشن كردن آتش و جوشكاري در محل اجراي رنگ ممنوع است
هـ – حلبهاي خالي شده رنگ و حلال جمع آوري و به محل زباله ها منتقل شوند.
٥ -نتيجه گيري و پيشنهاد
سازه هاي فلزي در هر محلي كه استفاده شوند براي طول عمـر مشخصـي طراحـي مـي شـوند . بـراي حصول اطمينان از كارايي آنها در اين زمان پارامترهاي مختلفي بايد رعايت شود كه يكـي از مهمتـرين ايـن پارامترها پوششهاي مي باشد . در باره پوششهاي حفاظتي با توجه به گستردگي مطالـب متاسـفانه بـه دليـل محدوديتهاي زماني فرصت كافي براي تشريح مطلوب مسايل مربوط به اين تخصص در دوره هاي آموزشـي دانشكده هاي وجود ندارد. لذا پيشنهاد مي گردد باتوجه به اهميت موضوع پرسـنلي كـه بخشـي از كـار آنهـا مربوط به اين فعاليت ميشود توسط متخصصين اين رشته تحت آموزش قرار گيرند تا كمك مؤثري جهت هر چه بهتر انجام اين عمليات باشند.
