News:
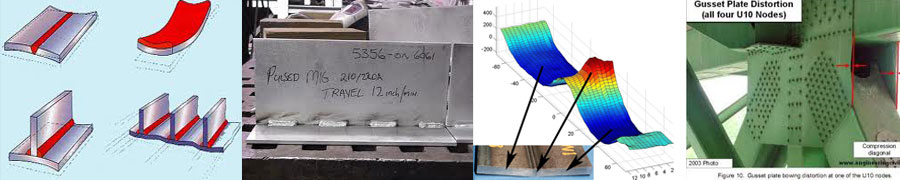
Control of Residual Stresses and Distortion
For more information, please contact training department:
Duration: 2 days
Course Content:
- Transformation Residual Stresses
- Types of Distortion & prevention Methods
- Assumptions for the Formation of Residual Stresses
- Mechanical and Physical Properties of Metals
- Influence of the Liquid Filler Metal
- Diffusion of Transverse Residual Stresses
- Removal of Residual Stresses
- Control of Stress and Distortion
