اعلانات:
- کلاس های آنلاین سال 1405
- مجوز برگزاری دوره های آموزش مهارتی از سازمان فنی و حرفه ای کشور
- شرایط استفاده از تخفیفات بهاره دوره های 1405
- مجوز برگزاری دوره های آموزش NDT براساس ISO 9712 از پژوهشکده سیستم های پیشرفته
- مجوز برگزاری دوره های آموزش NDT براساس ISO 9712 از شرکت تکاپو
- کلاس های آنلاین سال 1404
- تقویم آموزشی دوره های آنلاین + حضوری بهار 1405
- تقویم دوره های آموزشی نیمسال اول 1405
- مشاهده نتایج آزمونهای برگزار شده توسط آریا آزمون صنعت
اصول جوشكاری تعمیری سازه ها و تجهیزات
ثبت نام دوره
| نوع دوره | تاریخ شروع | تاریخ پایان | ساعت شروع | ساعت پایان | شهریه (ریال) | ثبت نام |
|---|---|---|---|---|---|---|
| حضوری | 1400-03-25 | 1400-03-26 | 8:30 | 16:30 | 10,000,000 | ثبت نام |
| حضوری | 1400-05-23 | 1400-05-24 | 8:30 | 16:30 | 10,000,000 | ثبت نام |
محتوای دوره اصول جوشكاری تعمیری سازه ها و تجهیزات
- فرآیندهای عمومی جوشکاری
- تهیه دستورالعمل جوشکاری
- کنترل صلاحیت جوشکاران
- وظایف بازرس جوش در مقوله تعمیرات به واسطه جوشکاری
- مقدمه ای بر تعمیر حین سرویس تجهیزات
- برداشتن عیب و استفاده از وصله تو کار
- جوشکاری سطحی خارجی جهت جبران کاهش ضخامت داخلی
- تعمیر اتصالات رزوه ای
- استفاده از وصله روکار
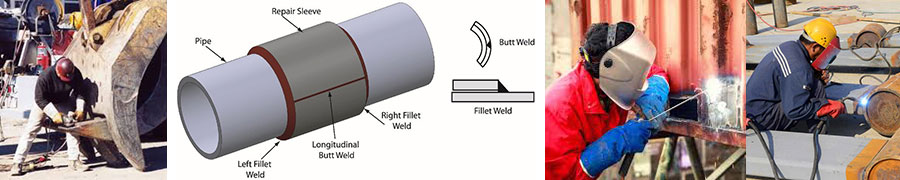
- تعمیر با استفاده از غلافی
- تعمیر با استفاده از باکس
- عملیات حرارتی ظروف تحت فشار در سایت های فرایندی
- روش های جایگزین عملیات حرارتی و پیش گرم
- دستورالعمل و تست جوشکاری حین سرویس
- بررسی الزامات استاندارد ASME PCC-2
- تهيه دستورالعمل جوشكاري (WPS) و تاییدیه آنها (PQR)
- انتخاب مواد مصرفي جوش از قبيل الكترود و سيم جوش برای مقاصد تعمیری
مخاطبین دوره اصول جوشكاری تعمیری سازه ها و تجهیزات
تکنیسینها و مهندسین واحدهای تولیدی ، بازرسی فنی و کنترل کیفیت (QC ) ، واحدهای تعمیرات ، واحد های مهندسی جوش ،کارشناسان دستگاه نظارت ، دانشجویان و کلیه افراد علاقمند و مرتبط با حوزه تعمیرات و جوشکاری
تواناييها پس از طی دوره اصول جوشكاری تعمیری سازه ها و تجهیزات در شرکت آریا آزمون صنعت
- بررسی و کنترل دستور العمل های جوشکاری تعمیری
- انتخاب پروسه جوشکاری و الکترود مناسب با توجه به جنس و مشخصات قطعه
- آگاهی از انواع آزمایشات مورد نیاز برای تایید مناطق تعمیری
- آگاهی از روش های تعمیری سازه ها و تجهیزات با پروسه جوشکاری

گواهینامه های قابل صدور پس از طی دوره اصول جوشكاری تعمیری سازه ها و تجهیزات
- گواهینامه معتبر پایان دوره از طرف موسسه آریا آزمون صنعت مورد تایید سازمان های فوق
- امکان صدور گواهینامه از طرف سازمان آموزش فنی و حرفه ای کشور
مزایای دوره اصول جوشكاری تعمیری سازه ها و تجهیزات برای افرادی که قصد مهاجرت دارند
گواهینامه دوره فوق در موسسه آریا آزمون صنعت با توجه به اعتبارات سازمانی این موسسه و اینکه دوره بر اساس الزامات استاندارد های معتبر نظیر ASME PCC-2و AWS D1.1 برگزار می شود ، نیاز به ترجمه نداشته و مستقیما در بسیاری از کشورهای جهان، معتبر و قابل استفاده می باشد. لذا بسیاری از افرادی که قصد مهاجرت به کشور های مختلف را دارند به منظور کسب دانش فنی و مهارت در حوزه مهندسی جوش و نیز اخذ یک گواهینامه معتبر، به موسسه آریا آزمون صنعت مراجعه می کنند.
ضمنا مدارکی که فرد پیرو گذراندن دوره در این موسسه، از سازمان آموزش فنی و حرفه ای کشور دریافت میکند، پس ازترجمه و با توجه به دولتی بودن سازمان فنی و حرفه ای، بسیار معتبر بوده و به عنوان یک مدرک قابل ارایه در پروسه مهاجرت استفاده می شود.

آشنایی با اصول جوشكاری تعمیری سازه ها و تجهیزات
جوشکاری تعمیری یکی از فرآیندهای مهم تعمیرات و نگهداریست که شامل جوشکاری ترمیمی و سطح پوشانی می گردد . با توجه به اینکه در حین بهره برداری از سازه ها و تجهیزات تحت فشار، حجم کارهای تعمیرات و نگهداری بسیار بیشتر از ساخت می باشد، تعداد جوشکاران فعال در زمینه جوش تعمیری بیشتر است . این موضوع اهمیت جوشکاری تعمیراتی را در صنایع نشان می دهد . قطعات بطور پیوسته دچار سایش ، خوردگی و شکست می شوند . در بسیاری موارد امکان جایگزینی قطعه کاملا" مشابه وجود ندارد . این موضوع در مواردیکه صنعت یا قطعه قدیمی باشد بیشتر صدق می کند . با توجه به اینکه در تعمیر قطعات می توان نواقص و نقاط ضعف اصلی را بر طرف کرد ، قطعه تعمیر شده می تواند کارآیی مناسبی داشته باشد . همچنین با توجه به کاهش زمان توقف و رفع نیاز خرید قطعه جدید ، هزینه ها کاهش می یابد . در این مقاله سعی شده به کلیات و اصول اجرایی یک جوشکاری تعمیری موفق بر اساس ملزومات استانداردی بصورت خلاصه اشاره گردد.

در قطعات تولید شده عیوب مختلفی را می توان مشاهده کرد که این عیوب می توانند ناشی از فرآیند تولید و یا حین کارکرد قطعه بوجود آمده باشند . بسته به نوع و علت ایجاد عیب ، جوشکاری ترمیمی به چند دسته تقسیم می شود :
- جوشکاری تکمیلی در حین تولید ( finishing weld )
- اصلاح جوشکاریهای غیر قابل قبول ( correction of non confirming weld )
- جوشکاری تعمیری حین کارکرد قطعه ( repair weld )
۱) جوشکاری تکمیلی در حین تولید
نحوه جوشکاری تکمیلی بستگی به نوع فرآیند تولید دارد . بعنوان مثال در مورد قطعات ریختگی از جوشکاری تکمیلی برای برطرف کردن حفره ها ، تخلخل و یا اصلاح شرایط ابعادی قطعه استفاده می شود . در اینگونه موارد باید مقدار حرارت ورودی و تنشهای پسماند احتمالی را در نظر گرفت چرا که ممکن است شرایط قطعه را غیر قابل قبول سازد . بنابراین گاهی اوقات باید عملیات حرارتی خاصی نیز اعمال گردد . گاهی اوقات مشتری برای انجام این فرآیند دستورالعمل خاصی را درخواست می کند .
۲) اصلاح جوشکاریهای غیر قابل قبول
معمولا" کیفیت جوش و تلورانسهای قطعه باید با شرایط مندرج در استاندارد مانند استاندارد های ISO 5817 و ISO 10042 منطبق باشد . در صورتیکه این مورد احراز نگردد باید اقدامات اصلاحی بر اساس انجام گیرد . پس از اجرای اقدامات اصلاحی قطعه باید مجددا" تحت بازرسی ، آزمون و کنترل کیفی قرار گرفته و با شرایط مورد نیاز مطابقت داده شود . همچنین شرایط و علل ایجاد عیب باید بدرستی بررسی و رفع گردد .
۳) جوش تعمیری حین کارکرد قطعه
در صورتیکه حین کارکرد قطعه دچار شکست شود و یا عیوبی در جوش و یا فلز پایه ایجاد گردد ، مراحل زیر قبل از اجرای جوش تعمیری باید انجام گیرد :
- تعیین ریشه و علل ایجاد عیب
- تعیین دقیق فلز پایه و مواد مصرفی جوش
- بررسی استاندارد مورد استفاده و قرارداد پیرامون موضوع تعمیر
- تهیه برنامه تعمیر ( شامل مراحل تعمیر )
۳ـ۱) تعیین ریشه و علل ایجاد عیب
دلیل ایجاد عیب ها در جوش باید قبل از بازسازی مشخص گردد . ( بعنوان مثال با آزمایشهای متالوگرافی ) . تنها با دانستن علت ایجاد عیب می توان از تکرار آن پس از بازسازی جلوگیری کرد. دلایل ایجاد عیوب می تواند جزو موارد زیر باشند :
- تنش بیش از حد مجاز
- خطای طراحی و محاسباتی
- انتخاب ماده نا مناسب
- جابجا شدن فلز پایه و یا ماده مصرفی با فلز یا ماده نا مناسب
- عیوب مراحل ساخت ( آماده سازی ، سرهم بندی ، جوشکاری ، عملیات حرارتی )
پس از بررسی علت ایجاد عیب و ریشه یابی آن جهت رفع آن ممکن است به اجرای یک یا چند مورد از موارد زیر نیاز باشد :
- تغییر طراحی ( مثلا" ابعاد جوش )
- تغییر مواد پایه یا مواد مصرفی جوش
- تغییر مراحل و پارامترهای جوش
- ماشینکاری و پرداخت بیشتر جوشها
۳ـ۲) فلز پایه و مواد مصرفی جوش
۳ـ۲ـ۱) فلز پایه
در صورتیکه نوع دقیق فلز پایه در مستندات معتبر بازرسی موجود نباشد ، باید آنالیز شیمیایی گرفته شود . در مورد فولادهای ساختمانی ریز دانه با تنش تسلیم بالاتر از 355 MPa باید دقت خاصی در مورد میکرو آلیاژها صورت گیرد .
در مواردی که از فولادهایی با عمر بیش از ۳۰ سال استفاده شده است هنگام برنامه ریزی تعمیر باید به مقدار نیتروژن توجه شود (امکان شکست ترد ) .در صورتیکه خواص مکانیکی فلز پایه مشخص نباشد باید نمونه هایی از قسمتهای کم تنش قطعه تهیه شده و تست گردد . خصوصیات زیر باید مشخص شود :
- استحکام کششی
- استحکام تسلیم
- افزایش طول
- چکش خواری (خواص ضربه )
- کاهش سطح مقطع در راستای ضخامت ( در صورت نیاز )
در صورت نیاز آزمونهای متالوگرافی نیز باید انجام گیرد (مانند تعیین ساختار ماده ، محل عیب ) .
۳ـ۲ـ۲) مواد مصرفی جوش
مواد مصرفی جوش استفاده شده باید مشخص گردد (مثلا" توسط آنالیز شیمیایی ) . در جوشکاری ترمیمی مواد مصرفی باید دارای افزایش طول مناسب باشند . بخصوص برای جوش ریشه اغلب توصیه می شود که از مواد مصرفی با استحکام تسلیم کمتر از فلز پایه استفاده شود . در مواردی که لایه جوش ماشینکاری و برداشته می شود ، باید حتما" از این مواد استفاده شود .
۳ـ۳) استاندارد مورد استفاده و قرارداد
جوشکاری ترمیمی باید کاملا" مطابق با استاندارد مشخص شده و یا دستورالعمل قرارداد اجرا گردد و کیفیت و تلورانسهای خواسته شده باید بدست آید . در بعضی موارد برنامه ترمیم باید توسط یک بازرس یا مشتری بررسی و تائید شود همچنین امکان دارد روال کار حین اجرا توسط بازرس یا مشتری نظارت گردد . بعد از اتمام جوشکاری حداقل آزمونهای اصلی برای نمونه اولیه باید اجرا شود .
۳ـ۴) دستورالعمل ترمیم
برای هر ترمیمی باید دستورالعمل تهیه گردد و اغلب نیاز است که این دستورالعمل توسط بازرس یا خریدار تائید شود . موارد موجود در دستورالعمل ترمیم بسیار شبیه به دستورالعمل جوشکاری است . در طراحی دستورالعمل باید به موارد زیر توجه خاص صورت گیرد :
- تمیز کاری
- نوع ماده
- نام تجهیز و قسمتهایی که باید ترمیم گردند
- طراح قسمتهای معیوب که باید برداشته شوند و روش برداشتن عیوب
- مواد مصرفی جوش
- دستورالعمل جوش ترمیمی
- گواهینامه جوشکار
- آزمونهای تائید دستورالعمل جوش
- ترتیب و توالی عملیات ترمیم
- مقدار مجاز انقباض
- عملیات حرارتی ( دما ، زمان ، سرعت گرم و سرد کردن ) (در صورت نیاز )
- عملیات پس از جوشکاری ( چکش زنی ، ماشینکاری ، پرداخت )
- روشهای آزمون ( زمان و مشخصات آزمون )
- بازرسی و بررسی جوش ترمیمی

۴) مراحل اجرای جوشکاری ترمیمی
فعالیتهای مهم برای اجرای جوشکاری ترمیمی را می توان به سه دسته تقسیم کرد :
- آماده سازی برای جوشکاری
- جوشکاری ترمیمی
- عملیات پس از جوشکاری
۴ـ۱) آماده سازی برای جوشکاری
قبل از آغاز جوشکاری باید موارد زیادی در نظر گرفته شود .مهمترین این موارد عبارتند از:
- ایمنی : محل اجرای جوشکاری ترمیمی باید آماده سازی شده و کلیه موارد ایمنی در نظر گرفته شود .
- تمیزکاری : تمامی آلودگیها مانند غبار ، روغن ، رنگ و … باید از سطح قطعه تحت جوشکاری پاکسازی گردد . روش پاکسازی بستگی به نوع ماده و محل قطعه کار دارد . برای اغلب تجهیزات و سازه ها تمیزکاری با بخار لازم است . در صورت عدم امکان اجرای تمیزکاری با بخار می توان از شستشوی شیمیایی و یا بلاست استفاده کرد . همچنین از تمیزکاری با ابزار مانند برس ، سنگ سمباده و … نیز می توان استفاده کرد .
- محافظت از تجهیزات و سطوح ماشین شده نزدیک به محل کار : در صورت اجرای جوشکاری ترمیمی ، تجهیزات و قطعاتی که در نزدیکی محل قرار دارند باید از جرقه جوش ، شعله ، جرقه های برش و سایر خطرات محافظت شوند . برای محافظت می توان از ورقه های فلزی و یا برزنت استفاده کرد . سطوح ماشین شده باید تا فاصله ۵ پا از محل جوش پوشانیده شوند .
- بست و مهار : در تعمیرات پیچیده امکان دارد به بست یا مهار سازی نیاز باشد . علت این امر به وزن زیاد قطعه و یا نیروهای اعمالی به قطعه تحت جوشکاری بر می گردد . اگر اجزاء اصلی سازه بریده شوند باید نیرو توسط مهارهای موقتی تحمل گردد . این مهارها می توانند بصورت موقت به سازه جوشکاری شود .
- الگو سازی : در اغلب موارد تعمیراتی لازم است که قسمتی از ماده برداشته شود تا امکان ایجاد جوش با نفوذ کامل ایجاد گردد. در این موارد باید الگویی ساخته شود که قسمتی را که باید بریده شود وبرای جوشکاری آماده شود مشخص نماید . الگو باید طوری طراحی شود که کمترین ماده برداشته شود و راحت ترین موقعیت جوشکاری را ایجاد نماید .
- پیش گرمایی : پیش گرم کردن و برش یا گوج کردن جزو عملیات آماده سازی جوشکاری می باشند . هنگامی که برشکاری یا گوج نیاز باشد ، باید پیش گرمایی مشابه پیش گرمایی لازم برای جوشکاری انجام گردد . هر چند که تنش های ایجاد شده در برش کاری کمتر از جوشکاری است ، اما در برشکاری نیز امکان ایجاد شوک های حرارتی مشابه جوشکاری وجود دارد . پیش گرم کردن قبل از جوشکاری از اهمیت ویژه ای برخوردار است و باید دقیقا رعایت شود. بسیاری از عیوب جوش ناشی از عدم پیش گرم کردن مناسب قبل از جوشکاری است. عوامل اصلی موثر بر دمای پیشگرم شامل کربن معادل، ضخامت قطعه و پارامترهای جوشکاری میباشد. جداول و نمودارهای بسیاری برای محاسبه مقدار پیشگرم لازم برای مواد مختلف طراحی شده است.
- برشکاری و گوج کردن : برشکاری با مشعل ، گوج و برش قوس کربن بیشترین مصرف را در مراحل جوشکاری ترمیمی دارند که بسته به نوع ماده و مشکل لبه سازی یکی از آنها انتخاب می گردد . البته در صورت استفاده از قوس کربن باید پارامترها به گونه ای تنظیم شود که از رسوب کربن در سطوح جوشکاری جلوگیری شود . در مورد بعضی مواد نمی توان از روشهای فوق استفاده کرد . (مانند فولاد ضد زنگ ) در اینگونه موارد از روشهای مکانیکی و سنگ زنی استفاده می شود . در صورت استفاده از گوج یا مشعل، پس از اتمام فرآیند لبه ها باید مجددا تا 2 mm سنگ زده شوند.
- سنگ زنی و تمیزکاری : سطوح ایجاد شده در مرحله قبل به اندازه مناسب صاف نبوده و دارای نقاط سوخته ، اکسید و غیره می باشد . سطوح جوش باید قبل از جوش صاف و تمیز گردد . در موارد بحرانی که احتمال ایجاد ترک های اضافی وجود دارد بهتراست پس از سنگ زنی تست MT یا PT صورت گیرد تا از باقی نماندن ترک اطمینان حاصل شود .
۴ـ۲) اجرای جوش ترمیمی
جوشکاری ترمیمی موفق شامل موارد و پارامترهای زیر می گردد :
- دستورالعمل جوش : دستورالعمل جوش باید برای استفاده جوشکاران تهیه گردد . این دستورالعمل باید شامل پروسه ، نوع ماده مصرفی ، پیش گرم و سایر اطلاعات تخصصی لازم برای اجرای جوشکاری باشد .
- تجهیزات جوشکاری : تجهیزات جوشکاری باید به اندازه کافی در دسترس باشد بطوریکه تأخیری در کار ایجاد نشود . این تجهیزات شامل ماشین جوش ، کابل ، آون ، گیره و … می باشد .
- مواد : مواد کافی نیز باید در دسترس باشد . این مواد شامل الکترود و مواد مصرفی جوش، قطعات جایگزین ، تقویتی ها و غیره می باشد . همچنین سوخت جهت پیش گرم و برش نیز باید در حد کافی موجود باشد .
- ترتیب جوشکاری : ترتیب جوشکاری و نحوه اجرای پاسها بسیار اهمیت دارد و باید بطور واضح در دستورالعمل تشریح گردد .
- ایمنی : در تمام مراحل باید شرایط بگونه ای تعبیه شود تا ایمنی کامل برقرار گردد .
- کیفیت جوش : کیفیت جوش باید بطور مداوم بررسی گردد . جوش نهایی باید کاملا" صاف و بدون شیار باشد .
- در نهایت باید تعداد کافی جوشکار تائید شده و با مهارت برای اجرای سریع کار وجود داشته باشد .
۴ـ۳) عملیات پس از جوشکاری
پس از اتمام جوشکاری باید قطعه به آهستگی سرد شود و نباید در برابر باد یا محیط سرد کننده قرار گیرد . همچنین تا زمانی که قطعه به دمای محیط نرسیده نباید نیرویی به محل تعمیر شده اعمال گردد .
- بازرسی : جوش باید تحت بازرسی قرار گیرد . این بازرسی می تواند شامل بررسیهای غیر مخرب مانند MT ، UT یا RT باشد . جوش ترمیمی باید از کیفیت بالایی برخوردار باشد چرا که باید جایگزین ماده اصلی گردد .
- عملیات تمیزکاری : این عملیات شامل جداسازی مهارها ، سنگ زنی محل های اتصالات موقت، پاکسازی جرقه های جوش ، سرباره جوش و جمع آوری پوششهای محافظ و غیره میشود .
- رنگ آمیزی مجدد : در صورت لزوم پس از تمیزکاری، ناحیه تعمیر شده باید رنگ آمیزی گردد . همچنین قطعات ماشین آلات باید در صورت نیاز گریس کاری شوند .
- سرهم بندی : پس از تکمیل مراحل تعمیر، تجهیز مجددا" سرهم بندی می شود .

